


")
Shipbuilding industry faces major challenges in 2025, and ship welding state-of-the-art solutions are vital now. Our experience as welding manufacturers has shown how traditional methods struggle to meet modern production needs.
Maritime professionals – from deckhands to marine chemists – have taught us that proper welding techniques streamline processes. Newer methods like induction heating cut production time substantially. These techniques provide benefits through localized heat application and shorter heating cycles. Our team has seen these methods eliminate open flames while making the process cleaner and more energy-efficient.
Eight advanced welding ship techniques can speed up your production timeline. We have tested each method with ground applications, validated them through industry certifications and proven results.
Friction Stir Welding (FSW)

Image Source: Wikipedia
Our shipyard operations have transformed since we started using Friction Stir Welding (FSW) to join aluminum components. This solid-state welding process works below the material’s melting point, which makes it perfect for ship welding applications.
FSW helps us create strong, defect-free joints in marine structures. The process uses a rotating tool that creates frictional heat and stirs the materials together without melting them.
Here are the key benefits we’ve seen in our FSW operations:
- Minimal heat distortion
- Superior mechanical properties
- Reduced energy consumption
- Fewer defects compared to traditional methods
- No need for filler materials
Proper implementation needs specialized equipment and expertise. The setup time at first seems long, but it pays off with much less post-weld processing. This means the overall production timeline shrinks significantly.
FSW really shows its value on large marine vessels where we join long sections of aluminum plates. The weld quality stays consistent from start to finish – something that’s tough to achieve with conventional methods. The lack of filler materials saves time and cuts material costs.
Our team has found that FSW works best with good fixture design and automated systems. Precise control lets us keep exact parameters throughout the welding process, which gives us uniform joints every time.
Laser Beam Welding (LBW)

Image Source: LinkedIn
We started using Laser Beam Welding (LBW) as one of our most advanced ship welding techniques. The choice was based on its exceptional power density of up to 109 W/cm2 and its precision to focus on spots as small as 0.1 mm.
Our recent projects show remarkable improvements in production efficiency. Dynamic beam laser technology boosted our welding speed by 40%. We also cut energy consumption by 60% and reduced filler material usage by 90%.
These are the main advantages we’ve seen in our LBW operations:
- Minimal distortion due to concentrated heat input
- Better automation capabilities
- Superior weld quality with reduced post-processing
- Faster processing speed with deeper penetration
- Less material consumption
LBW technology excels at thick section welding. Our latest systems can reach up to 300-mm penetration depth in a single pass and work with steel sections up to 70 mm thick.
LBW works best with precise control of laser power, speed, focal point, and frequency. Proper setup guides us toward better fabrication accuracy and cuts down rework time by a lot.
Our work with hybrid MAG-laser welding shows great results in structural steel applications. This combination handles joint fit-up tolerance better, working with gaps up to about 1mm. European shipyards now use this hybrid approach extensively for structural applications of all types.
Submerged Arc Welding (SAW)

Image Source: Red-D-Arc – Red-D-Arc Welderentals
Our years of ship welding experience shows that Submerged Arc Welding (SAW) ranks among the most reliable ways to join thick metal plates. Our shipyard has achieved deposition rates close to 45 kg/h with this technique. SAW has become the life-blood of modern shipbuilding operations.
The process works with an electric arc between a continuously fed electrode and the workpiece, all protected by a blanket of granular flux. This method works exceptionally well for longitudinal and circumferential butt welds in pressure vessels and joins plating and stiffeners in shipyards effectively.
We’ve documented these notable advantages in our operations:
- High deposition rates with automated systems
- Minimal welding fume and zero weld spatter
- Recovery potential for unused flux
- Single-pass capability for thick plates
SAW delivers superior joint quality consistently in downhand welding applications. The electrode tip stays submerged within the flux layer and provides complete protection from environmental factors.
Without doubt, the process’s automation capability stands out as one of its most important advantages. Our automated SAW systems run at currents from 300 to 2000 amps, while specialized applications reach up to 5000 amps using multiple electrodes.
SAW excels in heavy industrial applications like pressure vessel fabrication and offshore oil rig construction. Materials from 1/2-inch to 5-inches thick work best, though we’ve had success with thinner materials down to 3/16-inch by controlling parameters carefully.
Induction Heating Solutions for Welding Preparation

Image Source: freepik.com
Our shipyard’s latest breakthrough comes from induction heating solutions that have revolutionized our welding preparation processes. We’ve seen this technology cut our production time in half.
The magic of induction heating lies in its use of electromagnetic fields instead of direct contact. Heat develops within the metal itself and can reach depths up to 3mm with low-frequency settings. This works great with thick plate applications in shipbuilding, where we can heat steel plates between 20-90mm to 300°C.
Our pre-welding operations have improved dramatically with this system:
- Girth weld cycle time dropped from 12-18 hours to just 7 hours
- Temperature requirements are met in under 3 minutes
- Annual operational costs decreased by $80,000
The flexible heating modules can adapt to any position in our shipyard. This makes them perfect for complex structural components. Large container ships and bulk carriers benefit greatly from this versatility.
The technology’s precision has improved our welding quality by a lot. Steel plates heat up directly through the electromagnetic method with minimal energy loss. This ensures even temperature distribution and lowers the risk of material distortion.
We’ve seen induction heating excel in these areas:
- Submerged arc butt welding of thick plates
- Complex structure heating
- Steel casting welding
- Berth closing operations
- Platform leg structure heating
The process can reach temperatures up to 780°C, which works well for both preheating and post-weld stress relief. This method has proven safer than traditional approaches because only the workpiece heats up while the heating equipment stays cool.
Our team sets up the equipment in less than 15 minutes. We can reuse the insulation multiple times, which helps reduce costs. Best of all, we’ve documented steady temperature control and faster heating cycles compared to conventional methods.
Gas Tungsten Arc Welding (GTAW)
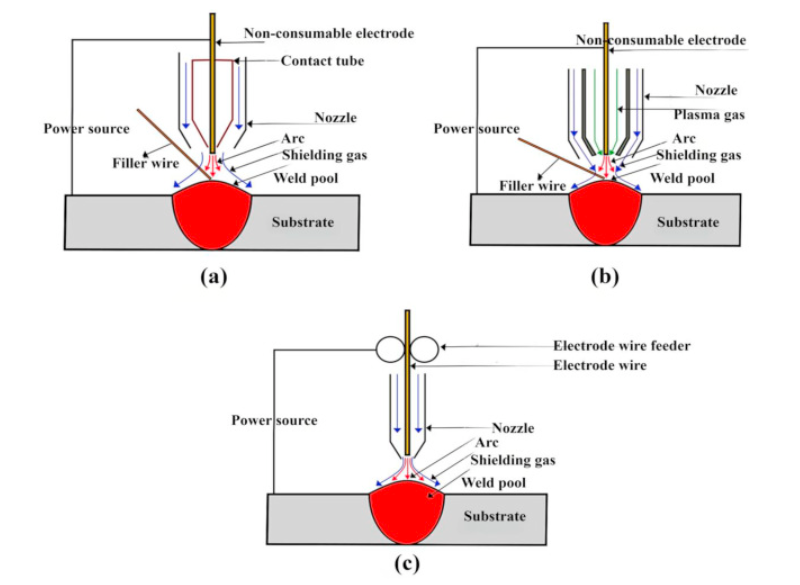
Image Source: ScienceDirect.com
Our advanced shipbuilding facility has become skilled at Gas Tungsten Arc Welding (GTAW). We focus on its exceptional precision capabilities. The method uses a non-consumable tungsten electrode and inert gas shielding to create strong, clean welds without filler material.
Our extensive testing shows that mechanized GTAW systems have boosted welding process efficiency by up to 30% in shipyards of all sizes. This improvement is vital for our work on critical structural components and thinner metal sheets.
GTAW is essential to our operations because it offers:
- Precise control over weld quality
- Superior results on thin materials
- Excellent for stainless steel applications
- Boosted structural integrity
- Minimal post-weld cleanup required
Our Virginia Class Submarine projects have relied on manual GTAW operations for piping, ship structures, and tanks. Manual GTAW needs skilled operators who can coordinate their hands independently, but the quality is nowhere near matched by other methods.
We use both argon and helium as shielding gasses in our operations. These gasses help us maintain optimal control over the arc length and prevent defects that might compromise structural integrity.
GTAW works best with plates less than 6 to 8 mm thick. The process lets us achieve exceptional control over the weld pool and ended up creating stronger, higher-quality joints. This precision is especially important when we work on complex marine structures where weld integrity affects vessel safety directly.
Over the last several years, we’ve upgraded to semi-automatic GTAW variants with automatic “hot-wire” filler metal feed systems. This change has improved our efficiency metrics significantly and boosted various welding applications throughout our shipyard operations.
Shielded Metal Arc Welding (SMAW)

Image Source: freepik.com
SMAW stands out as one of our most reliable ship welding techniques because of its exceptional versatility in manual welding operations. We know it as stick welding, and it has become a great way to get experience in fabricating panels, grillages, and tank units.
SMAW’s true strength comes from its positional flexibility in our daily operations. It remains all but one of these processes that can weld the underside of overhead deck plates. This unique feature makes it vital for complex structural work where other methods don’t measure up.
The process works with a coated electrode that creates a protective slag shield. Our largest longitudinal study shows the deposition efficiency typically ranges between 60-65%. To cite an instance, see how using a 3.2mm E4918 electrode at 140 amps in flat or horizontal positions achieves a deposition rate of 1.2 kgs/hour.
SMAW becomes indispensable in our shipyard because of these features:
- Arc shielding through silicates, hydrocarbons, and mineral oxides
- Solid envelope formation around filler metal
- Effective slag generation for joint protection
- Superior performance in a variety of welding positions
- Exceptional reliability for thicker materials
We track SMAW’s performance metrics in different applications:
Mild steel has proven to be the most prominent filler metal for shipbuilding electrodes. The coating’s protective envelope around the filler metal ends up creating slag that stabilizes the arc and prevents oxidation.
Our hands-on experience shows SMAW excels in maintenance and repair operations. The core team must change electrodes manually and remove slag after each pass. This extra effort pays off through its versatility and reliability.
Flux-Cored Arc Welding (FCAW)

Image Source: freepik.com
We revolutionized our ship welding operations over the last several years by implementing Flux-Cored Arc Welding (FCAW). This advancement boosted efficiency and versatility significantly. Our welding wire delivers higher deposition rates, exceptional feedability, and minimal spatter.
Our shipyard uses two distinct FCAW variants: self-shielded FCAW (FCAW-S) and gas-shielded FCAW (FCAW-G). The self-shielded variant works with just the flux core within the wire for protection. This makes it perfect for outdoor work where wind might disrupt external gasses.
FCAW implementation gave us impressive results:
- Deposition rates up to 25 pounds of wire per hour
- Consistent weld quality with minimal spatter
- Better performance outdoors
- Superior thick material handling
- Less preparation needed
Our FCAW systems use a constant voltage power supply that gives arc stability needed for high-quality welds. This helped us achieve significant improvements in efficiency and weld quality across our shipbuilding projects.
The electrode wire’s flux core serves multiple purposes. It melts and releases gasses to form a protective shield over the molten weld pool, which prevents contamination from surrounding air. The flux also creates a slag layer that solidifies on top of the weld and provides additional protection during cooling.
FCAW is definitely easier to learn than other welding methods like stick (SMAW) and TIG (GTAW) welding. This has made our training programs for new welders more efficient.
The process feeds a continuous wire electrode through the welding gun and generates intense heat between 6,000 and 10,000°F (3,315 to 5,537°C). This high temperature ensures deep penetration and strong joints vital for shipbuilding applications.
FCAW has shown exceptional value in:
- Ship hull and deck construction
- Thick structural component joining
- Repairs under challenging conditions
- Strong, reliable joints in all positions
The self-shielded variant needs no external shielding gas tank, which boosts mobility and convenience outdoors or in windy conditions. This feature is a great way to get better results during outdoor repairs and construction projects.
Careful control of parameters like wire feed speed, voltage, amperage, and travel speed helps us achieve optimal results consistently. The process showed remarkable versatility in shipbuilding applications, from thin sheet metal to thick structural steel.
Ultrasonic Welding

Image Source: Plastics Technology
Years of state-of-the-art ship welding showed that ultrasonic welding stands out as a remarkable advancement in joining technology. This solid-state process works at frequencies between 20-40 kHz and delivers unprecedented precision for specific marine applications.
The ultrasonic welding system has five key components: an ultrasonic generator, transducer, booster, sonotrode, and fixture. The process converts high-frequency electrical signals into mechanical vibrations that generate localized heat at the joint interface.
Our shipyard operations revealed several notable advantages:
- Clean joining process without fumes or sparks
- Ultrafast joining completed in seconds
- Minimal surface damage as heat concentrates at interface
- No requirement for foreign substances or fillers
- Capability for spot or seam welding
Our ultrasonic welding equipment sends mechanical vibration at high frequency to the joint interface with static compressive force. The process excels at joining thin-gage sheet materials and improves efficiency in specific shipbuilding applications.
We successfully employed this technology to weld thermoplastic composites and thin metals common in marine applications. The process lets us join dissimilar materials, which adds flexibility to design and construction.
Our laser ultrasonic inspection system monitors weld quality with up-to-the-minute data analysis. The technique uses a pulsed laser for ultrasound generation and a separate laser interferometer for detection. This advanced inspection method gives us:
- Remote interrogation of hot surfaces
- High-speed data gathering through scanning
- Examination of rough surfaces at high speeds
- Most important information for signal processing
Ultrasonic welding shows superior capabilities for automated processes. The technique delivers excellent bonding strength while you retain control over the welding parameters. This helps us achieve consistent quality across multiple production runs.
The process works especially well for joining lightweight materials and creating hermetic seals in shipbuilding applications. High-frequency vibrations create frictional heat at the interface that results in strong, reliable joints.
Conclusion
The shipbuilding industry continues to evolve in 2025, with advanced welding methods playing a pivotal role in meeting the demands of modern maritime construction.
As the maritime industry faces growing demands for precision and sustainability, these eight welding methods provide a roadmap for shipyards to enhance their operations. By investing in advanced technologies, shipbuilders can ensure stronger, more reliable vessels while keeping up with the industry’s ever-evolving standards.

